▲德国的相关规定:详见DVGw534和DVGW541规程的使用范围。
阅德国给水专业联合会DGW541管材标准,其使用范围的定义中首先就否定了焊接的连接形式:“本规程相对应的钢管不允许以硬焊和软焊的方式连接,通过焊接制造的管连接件由于工艺问题,会造成腐蚀的危险”。
▲日本的相关规定:详见标准编制说明“2.标准修订的要点”。
查阅了日本水道协会标准,JWWAG115(给水管材)和WWWAG116(管件)。根据其最新版修订时候的编制说明,有以下描述其1982版本里对连接型式规定了卡压式、伸缩可挠式(2种)、焊接式、和压缩式共五种连接,但在2001版修订的时候,根据日本实际使用情况(腐蚀、泄漏问题),只规定了卡压式和伸缩可挠式(类似螺纹式管件)两种,删除了原来的焊接式和压缩式。
对于2001版规定的热处理问题,其实也是针对焊接提岀来的。在接头的制造过程中,焊接后不能快速冷却,圆周焊接时速度慢、时间长,易造成铬碳化物的析出,因此焊后必须进行固溶处理。”详见标准编制说明“3.审议中特别硏讨的事项”。
▲欧盟不锈钢管标准
欧盟不锈钢管标准DINEN10312《流体(包括饮用水)输送用薄壁不锈钢管》,其范围里明确规定适用的连接型式是卡压式、压缩式、粘结或银钎焊,限制氩弧焊连接。详见DINEN10312的1范围
▲从技术角度对承插氩弧焊式管件分析如下:
首先QJ1165《不锈钢薄板熔焊技术条件》,对焊接接头的质量要求非常具体:
1)Ⅱ级接头的抗拉强度,应不低于母材抗拉强度极限下限值的80%,
2)搭接焊接头的焊角尺寸,至少应达到焊件中母材的厚度。详见QJ165《不锈钢薄板熔焊技术条件》
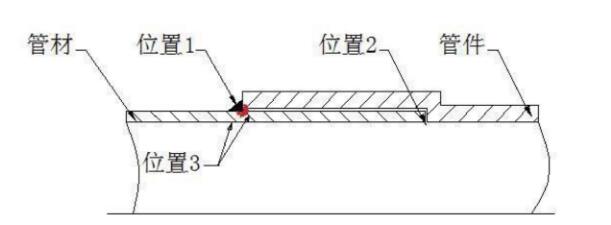
市场上的承插氩弧焊示意图
缺陷一:位置1处小电流熔焊,一般焊角高度只有管材壁厚的1/3,成为管道的薄弱点容易泄漏。
缺陷二∶由于位置2处留有焊接间隙,焊接完后无法进行固溶处理,所以在焊接热影响区存在缝隙腐蚀的情况。
缺陷三:位置3处内壁无气体保护,焊接完后,内壁的回火色无法去除,且无法进行酸洗钝化处理,易出现腐蚀情况。
综上所述,首先德国规程已规定不允许使用焊接式管件,同时我们可以从日本水道协会薄壁不锈钢管的标准中可以发现,国外不是没有焊接式产品标准,而是根据长期实际使用情况删除了。因为现场氩弧焊很难保证焊接后不析岀碳化铬,同时对焊后现场做1050℃的固溶处理更是无法实施的,从而引起腐蚀现象,降低使用寿命。因此,为了保证工程质量,建议不要采用国外经过实践论证后的淘汰型式及产品
▲薄壁不锈钢管的卡压连接与现场焊接连接的对比
小康社会建筑物装潢发生了深刻的变化,管材安装从“考虑维修”转向“不留活口”。传统的连接方式如套丝连接、铜管焊接、不锈钢焊接可能对一些新的要求不能充分满足。正是在这种形势下,就要求一种既能满足小康社会要求、又能避免传统连接方式的不足的连接方式岀现,从而引发连接方式领域的一次变革。正是在这种传统连接方式存在这种那种不足的情况下,卡压式连接方法应运而生,从而弥补了传统连接方式的不足,可以视为国内管材连接方式的一次重大变革,影响非常深远
下面对应用在薄壁不锈钢管的卡压连接和现场焊接连接两种连接方式进行比较,供大家参考
在全球建筑领域,不锈钢薄壁管使用中都没有规模使用焊接式的连接方法,这是因为
1、薄壁不锈钢管必须是对焊接〔端口对端口的焊接〕,这样才能保证焊接强度。而现场薄壁不锈钢管焊接面平整处理没有条件,对焊接质量保证十分困难。嵌入式不锈钢管的焊接不是种普遍适用的焊接方法,它对于强度要求髙的中等规格的管道和大规格的管道是不适用的。
2、薄壁不锈钢管焊接过程中需要气体保护,减少焊缝的敏化区,防止管材焊缝的昰间腐蚀,提髙焊接漒度,而现场几乎做不到管材内外壁的气体保护,这当然也很难保证管道使用中的耐腐蚀性能。
3、薄壁不锈钢管件焊接以后需要迸行固溶处理,消除焊接敏化影响,防止管材焊缝今后的应力腐蚀、晶间腐蚀以及管材改性等问题。而现场棖本不可能有固溶处理条件(1050~1100℃C,全氢气气体保护)。
4、现场很难做不锈钢管焊缝的钝化处理,特别是管道内壁的钝化处理。而不锈钢管的钝化工艺是防止不锈钢管腐蚀的重要措施之
5、现场不锈钢管材的焊接会产生六价铬。六价铬是有毒致癌物质,在攴管道中大量现场焊接产生的六价铬必然影响用户的身体健康。
6、现场焊接施工困难,对工人的技术能力依赖程度太高,工程受施工人员情绪影响大,施工质量难以保证,有明火作业的风险等等,这些都是现场焊接特有的缺陷
与现场焊接连接的上述不足相比,卡压式连接的主要特点正好弥补了现场焊接连接的不足,卡压式连接的特点主要体现在:
1、适合不锈钢材料。卡压式连接满足了不锈钢管材的要求,从根本上解决了管材的健康、环保、经济、可靠性等相互统·的问题。
2、连接安全可靠性高。卡压式连接强度高,抗振动,避免了现场焊接或套丝作业漏水率高的风险。将连接部位一次性做“死″,避免了“活接头”松动的可能性,如房屋振动、水锤振动、管道共振、地震造成的松动。接头部位有一定的柔性,减少了膨胀变化应力集中现象,避免了热水弯头部位断裂的风险,卡压式连接还可以避免现场焊接带来的“明火”隐患
3、施工便利快捷。卡压式连接施工安装极为便利,安装时间仅为套丝连接的1/4,焊接连接的1/8,缩短了施工周期,降低了施工费用,避免了漏水,减少了风险
4、适合嵌入式安装。卡压式连接满足了嵌入式安装的要求,极大的降低了隐蔽环境中水管漏水的可能性,降低了维护和更新的风险,满足了国家CECS153∶2003《建筑给水薄壁不锈钢管道工程技术规程》(螺纹式管件不能做嵌λ式安装)的要求。接头紧凑,不会对建筑物墙体造成梖本性的损坏
5、维护更新少,经济性能优越。在建筑物的使用期内,几乎不需要对管件进行更新和维护,大量的节约了环境更新成本,客户财产损失和服务损失趋向于零。
6、使用寿命长,投资成本低。不锈钢卡压式管件的使用寿命长,在建筑物的安装和使用过程中将各种损失降低到了极限,减少了社会资源的浪费。在建筑物的使用期内,不锈钢卡压式管件及管材的投资成本不足镀锌管的1/4,如果加上多次维护和更新的损失费用,不锈钢卡压式管件及管材的费用不足镀锌管费用的1/10。
另外,卡压式管件生产中几个必备工艺也弥补了现场焊接的不足(而且这些工艺在工厂就完成了,不需要在施工现场进行),主要体现在以下几个方面
1、气体保护。气体保护焊接工艺可以减少管材焊接中敏化区,降低材料焊缝的贫铬化,提髙产品焊缝耐腐蚀条件。
2、固溶处理。不锈钢管件经过成型焊接等工艺后,必须经过1050°℃的固溶处理(最好是全氢氛围保护下的处理),因为:A固溶处理可以消除管件生产过程中的应力,降低使用过程中应力腐蚀的可能;B.固溶处理可以恢复管件生产过程中的晶间变化,防止使用过程中的晶间腐蚀;C固溶处理可以消除管件焊接中的敏化现象,提高焊缝的耐腐蚀性能;D.固溶处理可以消除管件加工过程中的改性现象,恢复材料的耐腐蚀性能;ε固溶处理可以还原不锈钢材料表面的光亮。(这样光亮和抛光的亮不一样)
3、表面钝化不锈钢唯一能阻止腐蚀的是其表面那—薄层不发生反应的钝化膜。该膜可以理解成氧化膜薄膜。钝化处理可以把嵌入材料表面的铁鳞或其它缺陷去除,形成致密的氧化层。
4、密封圈。密封材料是不锈钢管材的生命线。不锈钢可以使用上百年这个谁也不会伓疑,这时,密封材料寿命就成为管材使用寿命的关键因素。也可以这样说,密封材料使用的寿命决定了不锈钢管材系统的使用寿命。通过物理性能的比较可以发现,氯化丁基橡胶在强度、气密、压缩永久变形及拉、剪和挤压等作用下的机械强度和耐磨性等性能指标方面能够满足管道系统使用中的可靠、长寿命的要求,而其他一些材料则无法达到,比如硅橡胶。总的来说,卡压式连接的运用,提高了水管连接经济性,降低了漏水率,结束了水管不能使用不锈钢材料的时代,更重要的是,卡压式连接保证了整个管路系统的可靠性,避免和弥补了现场焊接的缺陷和不足,是目前薄壁不锈钢管的理想连接方式。
卡压式管件和焊接式管件对比简表
|
序号 |
比较项目 |
焊接式 |
卡压式 |
|
1 |
安装时间 |
10分钟/只 |
2分钟/只 |
|
2 |
安装空间要求 |
距墙〉10厘米周边空间不影响视野,不影响焊枪移动 |
距墙〉3厘米,周边空间仅仅容纳一个夹具 |
|
3 |
质量隐患 |
周边满焊,有质量隐患 |
夹具连接,100%可靠 |
|
4 |
操作要求 |
必须有资质的熟练工种 |
无须熟练工种 |
|
5 |
安全隐患 |
现场明火,有风险 |
冷加工,无风险 |
|
6 |
连接费用 |
费用高,需要管内重惰性气体保护 |
费用低,无须辅料 |
|
7 |
连接柔性 |
刚性连接,无柔性 |
保持适当柔性 |
|
8 |
固溶处理 |
不锈钢材料现场焊接口无法固溶处理 |
现场不需要固溶 |
|
9 |
酸洗钝化 |
内壁无法进行酸洗钝化,外壁酸洗钝化费用高,操作麻烦 |
现场不需要酸洗钝化 |
|
10 |
经济分析 |
五年内需要更换及维护 |
在建筑物期间内免更新及维护 |
相关产品推荐


 中国人保财险承保
中国人保财险承保
 CABR建设工程产品认证
CABR建设工程产品认证




